PrusaSlicer Support Settings & Tree Support: The Basics
PrusaSlicer gives users a lot of control over their prints. Read on to get the most out of PrusaSlicer support settings, even tree supports!
PrusaSlicer is a popular open-source 3D slicer from Prusa Research, the makers of well-known 3D printers such as the Prusa i3 MK3S+ and Prusa Mini. Like all 3D slicers, PrusaSlicer converts 3D model files (e.g. STL, OBJ, 3MF, etc.) into machine-readable G-code using the settings and options specified by the user. PrusaSlicer was originally a fork of Slic3r, another popular slicer program. Since the original division, Prusa Research has implemented a plethora of changes and new features, including ironing and variable infill density. PrusaSlicer isn’t only known for its more unique features, though. In fact, many users love the program because of its more basic ones, such as its amazing pre-calibrated default slicing profiles and numerous control options for supports. In this article, we’ll be going over PrusaSlicer support settings, including how to adjust the placement, gap distance from the print, pattern, and speed. We’ll also review how you can use something similar to tree supports for FDM prints on PrusaSlicer. Note that, upon installing PrusaSlicer, you’re likely to be by default in the “Simple” tab of settings (right top corner of the program), which doesn’t show as many options. You’ll be able to access more features by clicking on “Advanced” or “Expert”.
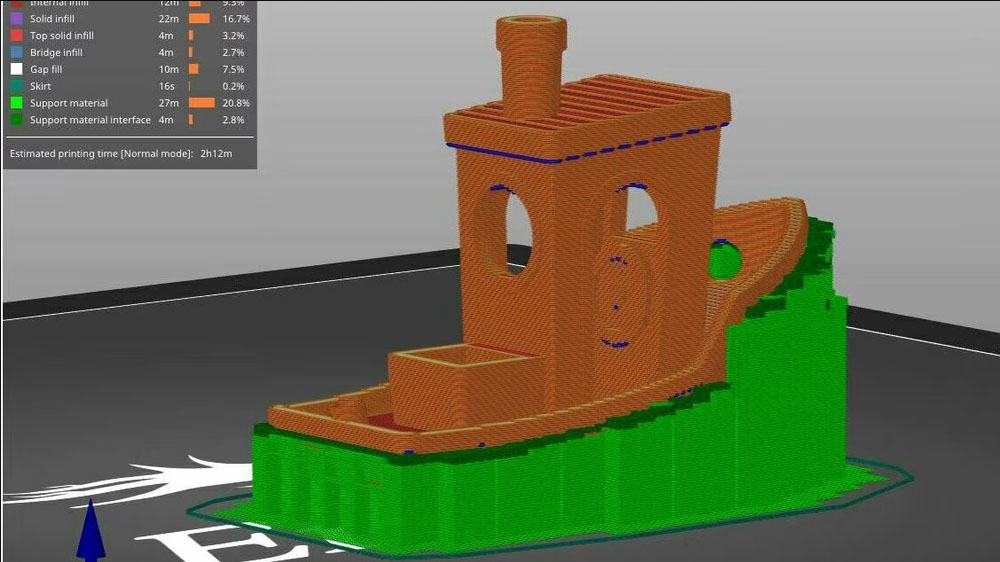
One particularly strong aspect of PrusaSlicer is the range of support settings, which allow you to easily control the placement and printing of support structures for your prints. Supports are the printed structures that hold up overhangs on prints, and they’re necessary because a printer can’t print in mid-air. Ideally, support structures should hold up any “floating” features of a print without adhering too much to the print’s surface; otherwise, they can be hard to remove and even damage the appearance of your print. Our first array of support settings relates to their enforcement and placement. In a majority of slicers, the most basic support setting is whether to activate them at all. You can control this in PrusaSlicer by going to the “Print Settings” tab, clicking on “Support material”, and checking (or not checking) the “Generate support material” box.
Overhangs
Checking this box will generate support structures on your model wherever there are overhangs equal to or exceeding the default “Overhang threshold”. The threshold can be adjusted beneath the support checkbox and is defined in degrees. This value determines how extreme overhangs have to be before the slicer will automatically support them; raising this value can reduce the number of supports generated on the model. Another way you can control support enforcement on PrusaSlicer is by choosing one of the options from the “Supports” drop-down box in the Plater tab. Here, you’ll see the basic “Everywhere” and “None” options, but you’ll also see other options, including “Support on build plate only” and “For support enforcers only”. It’s important to note that the “Everywhere” option doesn’t put supports literally everywhere, only where the overhang angle meets or surpasses the defined threshold. Selecting the “Supports on build plate only” option will tell your slicer to only generate supports when the bottom of the support structure touches the build plate.

Minimizing Support
The “For support enforcers only” option activates any manually inserted “Paint-on supports”. This can be super useful if you’re printing a model with one difficult area, but you don’t know the overhang angle or want to only cover one feature on a print. You can use this feature by clicking the paintbrush icon on the left side of the Plater tab (or hitting the hotkey ‘L’) and adjusting the shape and size of the support brush. To paint supports on your model, move your cursor over the desired area and click or swipe your mouse.
Snug Style
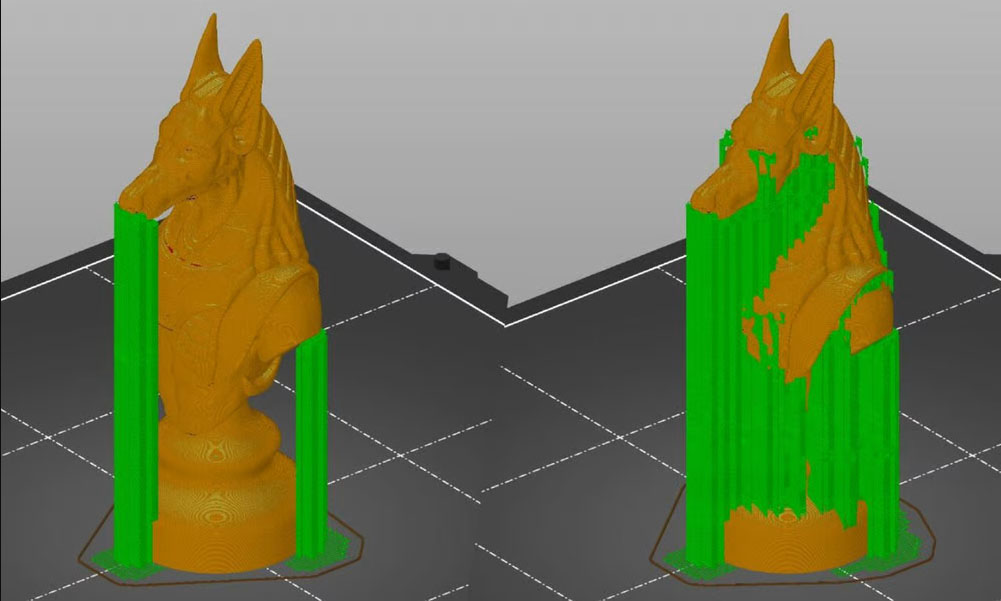
A newer aspect that’s become available since the release of PrusaSlicer 2.4 has to do with the style and shape of the supports, and there are two options: “Grid” and “Snug”. These can also be found under “Print Settings > Support material > Options for support material and raft”. While “Grid” may offer more stability, “Snug” supports will be especially useful for rounded or detailed areas where you may want to avoid the print potentially being more scarred upon removal of the additional structures. This latter option will also mean less use of material. As you may assume from the name, a snug style of supports means that they follow the shape of the overhang, and makers have already voiced their support (sorry) of this setting.

X, Y, Z Support Gap
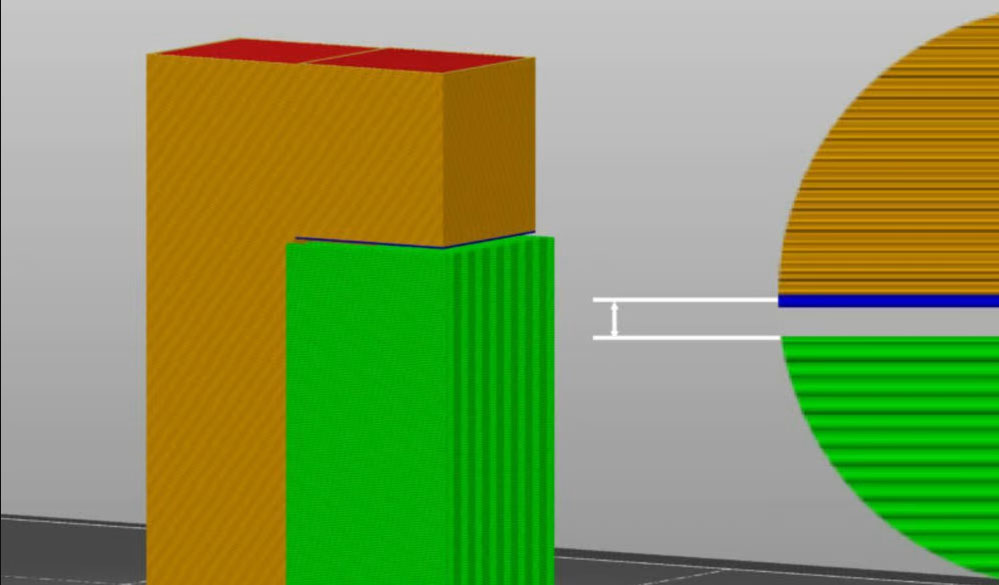
A crucial slicer setting for 3D printing supports is the gap between the support structure and the printed object, which we’ll refer to as the X, Y, Z support gap. A gap is necessary between an object and the underlying support structures because, without one, there would be no differentiation between the desired object and the support material. Settings for the X, Y, Z support gap can be found in most 3D slicers, including PrusaSlicer, and it’s a key setting to set correctly because it can lead to some print issues. Too small of a distance can make the structures difficult to remove, while too large a distance can lead to the structures not serving their purpose. In PrusaSlicer, three main settings relate to the X, Y, and Z support gap and they’re broken down into “Top contact Z distance” and “Bottom contact Z distance”, “XY separation between an object and its support”, and “Top interface layers” and “Bottom interface layers”. These settings all seem quite similar, but they do affect different aspects of the gap distance. You can locate and adjust these settings in the Print Settings tab, under the “Support material” section. Firstly, the “contact Z distance” options are responsible for the vertical distance between the support structure and the main object (i.e. along the Z-axis). These settings are especially significant when you’re printing an object with vertically-oriented supports, like the ones necessary to hold up a standing ‘T’ shape. Secondly, the “XY separation” can be found in the same section and, as you probably guessed, performs the same function as the “contact Z distance” but for the X- and Y-axes. This setting becomes particularly useful when printing an object that requires supports in contact with the print’s horizontal edges. Lastly, the “interface layers” values on PrusaSlicer set the number of special top layers of the support structure. Unlike the “contact Z distance” options, this setting doesn’t set a gap between the support structure and the main object. Rather, the “interface layers” setting creates several easily removable layers on the top or bottom of the support structure, so you can effortlessly detach the supports from a print.
Pattern
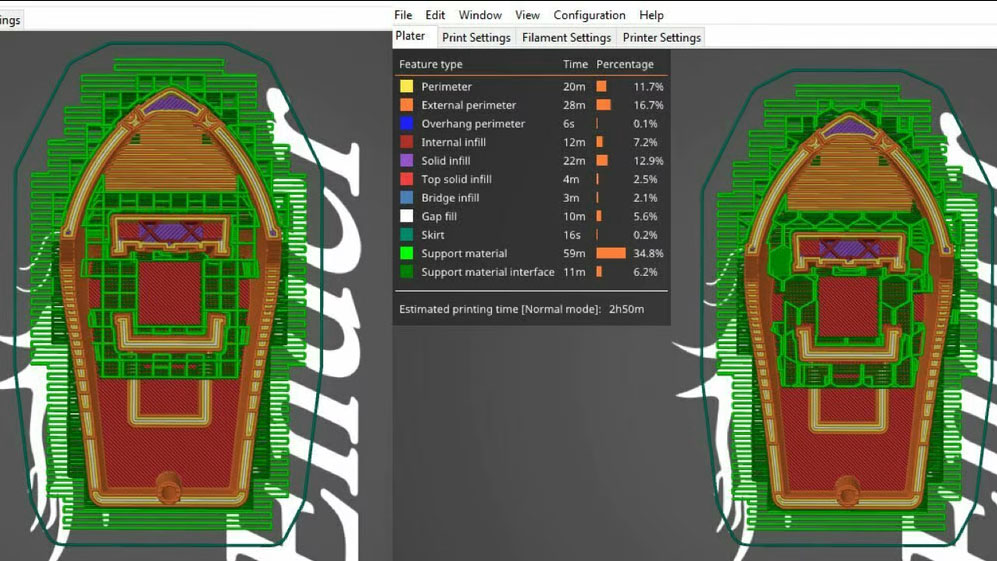
The next setting we’ll discuss relates to the placement pattern of the support structures, which you can find under “Support material > Options for support material and raft”. Again, note that “Pattern” will be visible only if you’ve clicked on the “Advanced” or “Expert” tabs on the top right of the screen. The pattern controls the configuration of an object’s support structures; in other words, this setting is responsible for the arrangement of the walls of the support structures, almost like choosing between infill patterns. For a visual example, the image above shows two different support pattern options, the left is quadrilateral and the right is hexagonal. On PrusaSlicer, this support setting contains three options: “Rectilinear”, “Rectilinear grid”, and “Honeycomb”. Something to remember when choosing your pattern is that, unlike the infill for the main print, you don’t really want the pattern for supports to be super dense or interconnected because you’ll want them to be easily removable when the time comes, as well as reduce the amount of ultimately unused material you are using. The “Rectilinear” and “Rectilinear grid” patterns provide adequate strength for supports and are pretty quick to print due to their uncomplex design. The “Honeycomb” pattern will work well for some models, but because the printhead has to make more movements and turns to achieve the honeycomb design, it might take longer to print, depending on the placement.
Speed
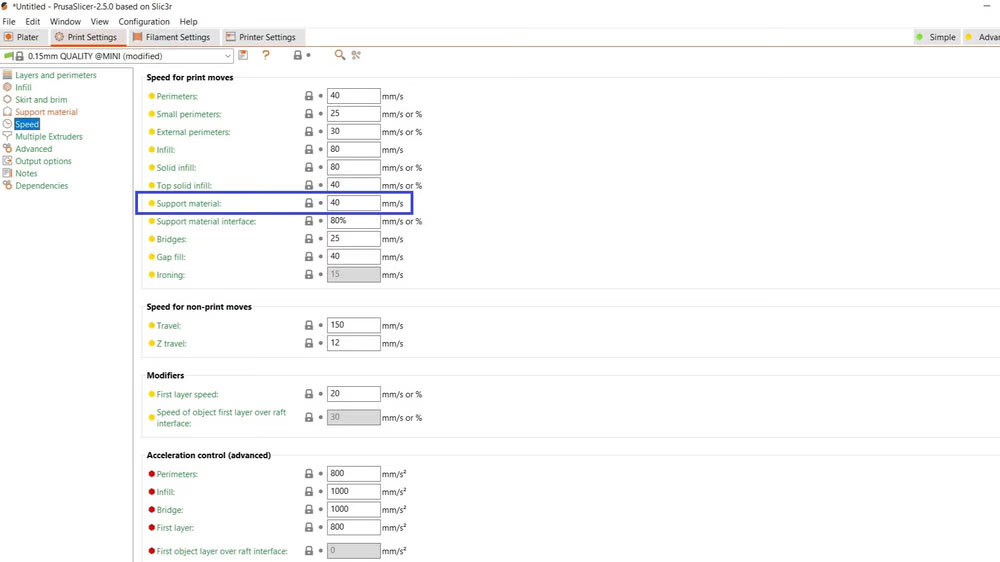
The next support setting you can adjust on PrusaSlicer is the printing speed for your support material, which can be reached by going to “Print Settings > Speed”. This adjustable value sets how fast your nozzle extrudes material when printing the support structures. As you might have guessed, the higher this value (in mm/s), the faster your support structures will be printed, meaning the print time is reduced. Just be careful not to set this value too high, as faster printings means the support structures have a higher risk of failure or could be knocked over by the nozzle mid-print. The speed for “Support material” is, by default, 40 mm/s, and you can change it to whatever value you like. However, we recommend setting it no higher than your infill print speed, as supports need to be printed delicately in order to fulfill their purpose.
Tree Supports
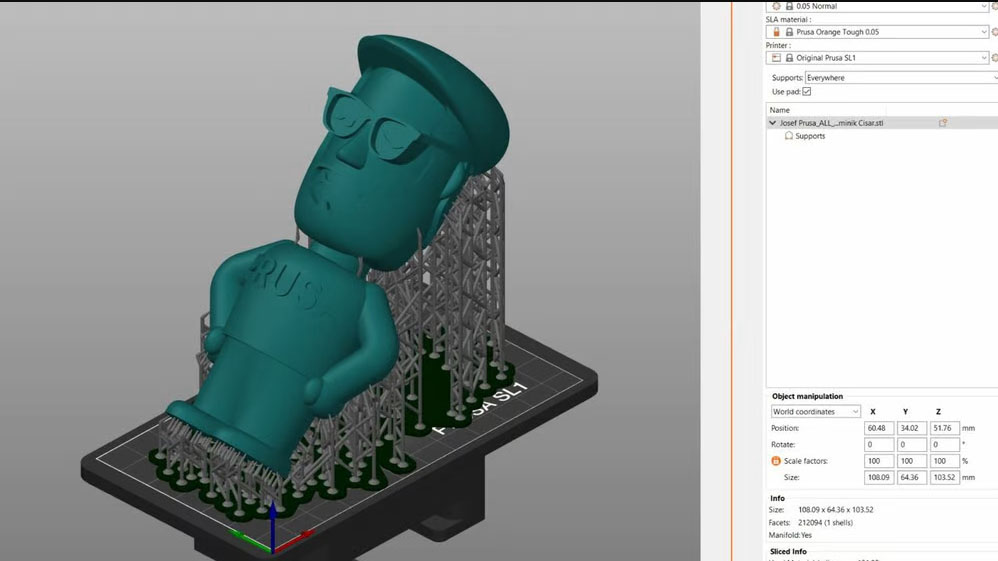
Tree supports are an increasingly popular type of 3D printing support structure that utilizes an organic shape, unlike typical supports that are defined by straight vertical paths. Tree supports are a rare feature on 3D slicers, and Ultimaker Cura is one of the few programs that offer this feature for FDM 3D printing. For some users, this is the primary reason they use Cura over alternatives such as PrusaSlicer. Although Prusa Research has mentioned that they’re working on adding tree supports on their FDM slicer, the feature isn’t currently available. One method of getting something like tree supports on PrusaSlicer is to use the scaffold feature for SLA prints, with some tweaks. This method isn’t recommended, but if you need those Prusa trees, read about it below.
Although this method is a bit of a workaround, it’s a simple process and won’t be too much of a hassle if you prefer this type of support. Just follow the steps below!

- Download and open PrusaSlicer.
- Add or create an SLA slicing profile, such as the default SLA profile for the Original Prusa SL1.
- Open your desired model and check that the “Supports” setting in the Plater tab is set to “Everywhere”.
- Without changing or adjusting any other settings on your profile, slice your object.
- In PrusaSlicer’s layer view mode, check that your sliced object has tree supports on it.
- After confirming that your model has tree supports, export your design as an STL file by clicking “File > Export > Export Plate as STL Including Supports…”.
- Go back to your FDM slicing profile in PrusaSlicer and open your new STL model.
- Set the “Supports” setting to “None” on your FDM slicer, adjust any other settings for printing, and slice your new model.
That’s it! You’ve now successfully added tree supports to an FDM model with PrusaSlicer.


{kind=link}